
Cięcie płomieniowe
Autogeniczne cięcie płomieniowe po ponad 100 latach nadal jest stosowane w przemyśle metalowym. Proces opiera się na spalaniu węgla z użyciem strumienia tlenu (utlenianie). Cięcie płomieniowe stało się nieodzowne, zwłaszcza w przypadku grubszych blach.
Co to jest cięcie płomieniowe i na czym dokładnie polega?
Cięcie płomieniowe to proces cięcia ogólnych stali konstrukcyjnych. Stosuje się zarówno cięcie ręcznie (palnik do cięcia ręcznego, najczęściej cięcia rozdzielające), jak i mechaniczne (maszyn do cięcia płomieniem, cięcia jakościowe).
Proces cięcia płomieniowego (mechanicznego) stracił na znaczeniu ze względu na rozwój stali o wyższej wytrzymałości oraz innych procesów cięcia, takich jak cięcie laserowe i plazmowe. Mimo to jest to nadal ekonomiczny proces cięcia dla blach o grubości od 20 mm. Cięcie płomieniowe jest procesem spalania/utleniania (podczas utleniania metale reagują z tlenem), w którym znaczna część energii potrzebnej do procesu pochodzi ze spalania materiału. Cięcie płomieniowe umożliwia jednoczesną pracę z kilkoma palnikami do cięcia.
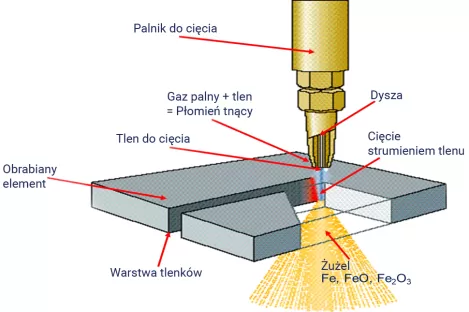
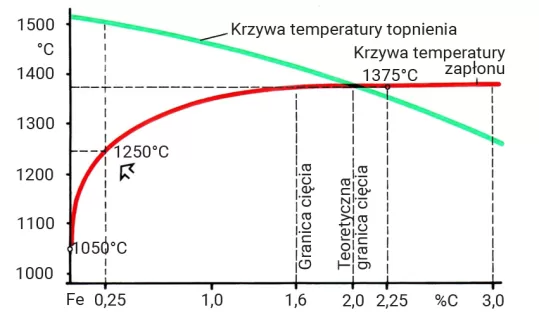
Płomień grzewczy, mieszanina gazu palnego i tlenu, podgrzewa miejsce łączenia do temperatury zapłonu. Po jej osiągnięciu dodaje się tlen tnący i rozpoczyna się proces cięcia. W strumieniu tnącego tlenu stal spala się i powstaje tlenek żelaza (żużel). Ciśnienie i prędkość strumienia tlenu tnącego powodują wydalanie żużla z krawędzi cięcia. Aby móc przeprowadzić proces cięcia płomieniowego, stal musi być odpowiednio przygotowana do tego procesu. Podstawowym warunkiem jest więc, aby temperatura zapłonu (~1150°C) była niższa niż temperatura topnienia (~1500°C).
Jaki gaz palny należy zastosować i czy czystość tlenu wpływa na proces?
Gazy palne do procesu cięcia
Do cięcia płomieniowego można stosować typowe gazy palne:
- acetylen,
- propan,
- gaz ziemny (metan),
- etylen.
W zmechanizowanym procesie cięcia płomieniowego efektywność ekonomiczna jest zasadniczym kryterium, ale również warunki operacyjne, takie jak zaopatrzenie w gaz, ceny gazu, zużycie gazu itp. Wydajność płomienia (gaz palny) jest istotna dla rozpoczęcia procesu cięcia i dalszego procesu cięcia płomieniowego.
Spalanie związków węglowodoru odbywa się w dwóch etapach. W płomieniu pierwotnym następuje niecałkowite spalanie ze względu na dostarczany tlen. Dzięki absorpcji tlenu z otaczającego powietrza, gaz palny ulega całkowitemu spaleniu w płomieniu wtórnym. Gazy palne różnią się temperaturą płomienia i szybkością spalania, a tym samym mocą płomienia pierwotnego (kJ/cm2. S).
W procesach autogenicznych szczególne znaczenie ma wpływ płomienia pierwotnego.
Acetylen
- Najwyższa temperatura płomienia i wydajność płomienia pierwotnego.
- Wysoka wydajność cięcia w porównaniu z innymi gazami palnymi.
- W przypadku stałego zużycia gazu >500 l/h należy połączyć kilka butli gazowych (wiązka butli). Dostarczanie gazu jest więc bardziej złożone niż w przypadku propanu/etylenu
Propan
- Mniejsza wydajność płomienia pierwotnego, a tym samym mniejsza wydajność cięcia (szczególnie przy cięciu ukośnym).
- Wysokie czasy nagrzewania i przebijania.
- Zużycie tlenu w płomieniu jest około czterokrotnie wyższe w porównaniu do acetylenu.
- Propan jest przechowywany w stanie płynnym, dzięki czemu dostępne są większe ilości gazu.
Zadania tlenu
Tlen tnący
Tlen tnący jest gazem technologicznym, ma następujące zadania:
- utlenić (spalić) stal,
- wydalać produkty reakcji (żużle, tlenki żelaza) z krawędzi cięcia i w ten sposób ją tworzyć.
Tlen grzewczy
Tlen grzewczy jest potrzebny do spalania gazu palnego (płomień grzewczy). Duża moc płomienia powoduje bardziej efektywne cięcie płomieniowe. Standardowa czystość/jakość tlenu wynosi 99,5% obj. (2,5). Jakość ta jest decydująca w procesie cięcia płomieniowego. Przy wyższej czystości tlenu, np. 99,95% obj. (3,5), uzyskuje się wyższą wydajność i lepszą jakość cięcia.
Jakie materiały można ciąć płomieniowo i co oznacza równoważnik węgla?
Materiały, które spełniają warunki cięcia płomieniowego to:
- stal niestopowa,
- stal niskostopowa,
- staliwo,
- tytan.
Skrawalność stopów stali:
Na skrawalność wpływa nie tylko zawartość węgla, ale także liczba i ilość innych dodatków stopowych:
| Dodatki stopowe | Właściwości |
| Węgiel | Wszystkie niestopowe, czyste stale węglowe, również stale o zawartości węgla maks. 0,3%. Wyższa zawartość węgla wymaga wyższej temperatury podgrzewania, górna granica zawartości węgla wynosi 2%. |
| Krzem | Stale z maks. zawartością krzemu 2,5%, z maks. zawartością węgla 0,25%. |
| Mangan | Czyste stale manganowe do 13% Mn i 1,3% C. |
| Chrom | Zwiększanie zawartości chromu powoduje zmniejszenie skrawalności, maks. zawartość chromu wynosi 2,2%. Płomień podczas cięcia płomieniowego stali zawierających chrom z niewielkim nadmiarem acetylenu. |
| Nikiel | Stale z maks. zawartością niklu wynoszącą 5% mogą być bez problemu cięte płomieniowo. |
| Miedź | Stale o zawartości miedzi maks. 0,7%. |
| Wolfram | Zawartość wolframu może wynosić maks. 10%, przy 0,8% zawartości węgla. |
| Molibden | Molibden pogarsza właściwości cięcia płomieniowego, jest porównywalny z chromem. |
| Aluminium | Typowa zawartość aluminium nie wpływa na skrawalność |
Równoważnik węgla CEV:
Około 80% stali konstrukcyjnych może ciąć płomieniowo bez żadnych problemów, tzn. bez dodatkowego podgrzewania. Podgrzewanie wstępne należy zastosować dla blach o grubości >30 mm. Do określenia temperatury podgrzewania wstępnego można wykorzystać wzór na równoważnik węgla.
Dla oceny, od jakiej grubości blachy, lub dla jakich materiałów konieczne jest wstępne podgrzewanie, aby uniknąć zwiększenia twardości, można zastosować równoważnik węgla dla stali.
Bezpieczeństwo pracy podczas cięcia płomieniowego
Podczas cięcia płomieniowego może wystąpić kilka zagrożeń dla higieny i bezpieczeństwa pracy:
| Dym, pył |
|
| Gazy azotowe lub tlenki azotu, NOx |
|
| Promieniowanie optyczne | Promieniowanie optyczne emitowane przez płomień grzewczy może powodować uszkodzenia oczu. |
| Hałas | Poziom dźwięku podczas cięcia płomieniowego, zwłaszcza przy użyciu dysz o dużej mocy, może przekraczać 85 dB (wartość graniczna narażenia). Zaleca się stosowanie środków ochrony słuchu. |
Szkodliwe gazy, opary, dym i pyły muszą być odsysane, szczególnie w pomieszczeniach zamkniętych.