Obróbka cieplna
Obróbka cieplna jest procesem złożonym z wielu technologii i jest stosowana w różnych gałęziach przemysłu, od motoryzacji i aeronautyki po produkcję maszyn i metali.
Air Liquide oferuje szeroką gamę gazów, technologii i usług do obróbki cieplnej metali oraz obróbki podzerowej. Dostarczamy gazy na różne sposoby, począwszy od małych butli z gazami sprężonymi aż do gazów ciekłych dla klientów używających dużych ilości. Nasi doświadczeni i wykwalifikowani specjaliści w zakresie obróbki cieplnej umożliwią bezpieczne zintegrowanie naszych technologii obróbki cieplnej z Państwa istniejącymi procesami produkcyjnymi z zachowaniem maksymalnej wydajności.
- Zadania gazów osłonowych w obróbce cieplnej
- Proces obróbki cieplnej
- Utwardzanie i ulepszanie cieplne
- Hartowanie i czernienie w jednym etapie
- Utwardzanie i ulepszanie cieplne z niskim utlenianiem krawędzi
- Nawęglanie próżniowe (hartowanie próżniowe)
- Hartowanie powierzchniowe
- Obróbka podzerowa (obróbka kriogeniczna)
- Azotowanie / azotonawęglanie
- Wyżarzanie
- Spiekanie
- Oferta ekspertów
Zadania gazów osłonowych w obróbce cieplnej

Obróbka cieplna metali – a w szczególności obróbka cieplna stali – stanowi jeden z najważniejszych etapów produkcji przy wykańczaniu elementów. Od surowego elementu do gotowego produktu, na poszczególnych etapach produkcji wymagane jest zazwyczaj przeprowadzenie kilku rodzajów obróbki cieplnej.
Temperatura procesu oraz szybkość nagrzewania i chłodzenia w znacznym stopniu wpływają na mikrostrukturę, a tym samym na właściwości mechaniczne elementu. Wybór gazów osłonowych ma szczególne znaczenie w odniesieniu do właściwości powierzchni: Szczególnie w produkcji powłok funkcjonalnych skład otaczającej atmosfery w interakcji z temperaturą procesu ma decydujący wpływ na oczekiwane właściwości powierzchniowe komponentów.
Rozróżnia się dwa rodzaje gazów procesowych:
- gazy osłonowe mają za zadanie stworzyć atmosferę w piecu, która zapobiega niepożądanym reakcjom przetwarzanego produktu.
- gazy reakcyjne mają za zadanie tworzyć atmosferę w piecu, dzięki której na obrabianym produkcie zachodzą zamierzone reakcje.
Proces obróbki cieplnej
Procesy termiczne obróbki cieplnej:
Procesy termochemicznej obróbki cieplnej:
Utwardzanie i ulepszanie cieplne
Utwardzanie i ulepszanie cieplne służy do wytworzenia struktury utwardzonej (martenzytu) poprzez ukierunkowane hartowanie z temperatury hartowania. Stosowane gazy osłonowe i reakcyjne zależą od zastosowanych materiałów i systemów piecowych.
Zastosowane gazy osłonowe:
- azot,
- wodór,
- węglowodory,
- azot-metanol.
Zasilanie gazem:
- azotem,
- wodorem,
- azotem i metanolem.
Hartowanie i czernienie w jednym etapie
Proces oksydowania chemicznego opatentowany przez Air Liquide jest w niektórych przypadkach opłacalną i przyjazną dla środowiska alternatywą dla procesów konwencjonalnych ze względu na brak substancji chemicznych. Integracja z procesem hartowania w istniejących instalacjach powoduje ogólną oszczędność czasu ze względu na eliminację obróbki wtórnej.
Zastosowane gazy osłonowe:
- azot,
- wodór.
Zasilanie gazem:
- azotem,
- wodorem.
Utwardzanie i ulepszanie cieplne z niskim utlenianiem krawędzi

Podczas utwardzania i ulepszania cieplnego w atmosferze gazu obojętnego może dojść do utlenienia wrażliwych pierwiastków stopowych (np. chromu lub manganu) na skutek działania składników zawierających tlen.
Dzięki zastosowaniu mieszanin azotu, wodoru i węglowodorów dostosowanych do materiałów i systemów piecowych, wartości utleniania krawędzi można zmniejszyć do <5 μm.
Zastosowane gazy osłonowe:
- azot,
- wodór,
- węglowodory.
Zasilanie gazem:
- azotem,
- wodorem.
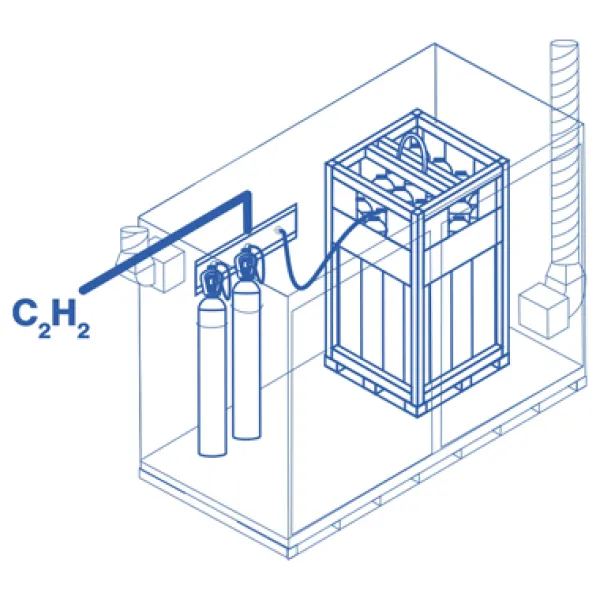
Nawęglanie próżniowe (hartowanie próżniowe)

Nawęglanie próżniowe przeprowadzane jest w odpowiednich piecach w zakresie podciśnienia lub ciśnienia cząstkowego i dlatego nazywane jest również hartowaniem próżniowym.
Ten proces obróbki cieplnej zwiększa twardość w obszarze krawędzi przedmiotów obrabianych poprzez wprowadzenie węgla. W większości przypadków czynnikiem nawęglającym jest acetylen. Ponieważ nie ma składników zawierających tlen, zwykle nie występują zjawiska utleniania krawędzi. Nawęglanie próżniowe jest połączone z wysokociśnieniowym hartowaniem gazowym, które – w zależności od warunków zasilania gazem – zapewnia duże szybkości chłodzenia.
Gazy techniczne stosowane w nawęglaniu próżniowym:
- acetylen
Gazy stosowane do wysokociśnieniowego hartowania gazowego:
- azot,
- hel,
- argon.
Zasilanie gazem:
- acetylenem pod wysokim ciśnieniem,
- azotem,
- argonem.
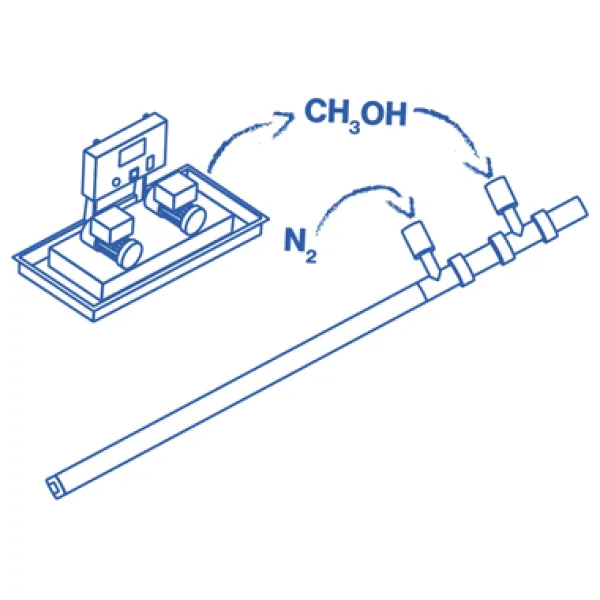
Hartowanie powierzchniowe
W przypadku hartowania powierzchniowego podczas austenityzacji warstwa powierzchniowa przedmiotu obrabianego zostaje wzbogacona w węgiel. Podczas hartowania obszar krawędziowy zostaje zahartowany przez tworzenie się martenzytu, natomiast rdzeń nie ulega zmianie i zachowuje pierwotne właściwości materiału.
Zastosowane gazy osłonowe:
- azot-metanol,
- atmosfera endotermiczna.
Zasilanie gazem:
- azotem,
- wodorem,
- azotem i metanolem.
Obróbka podzerowa (obróbka kriogeniczna)
Obróbka podzerowa po utwardzaniu jest sprawdzonym i przyjaznym dla środowiska procesem usuwania austenitu szczątkowego i zwiększania twardości.
Do obróbki kriogenicznej służą różne instalacje wyposażone w regulatory i elementy sterujące, które zapewniają określone tempo chłodzenia i nagrzewania, aby zapobiec pęknięciom hartowniczym.
Komory do wymrażania do załadunku od góry nadają się do produkcji pojedynczych elementów.
Komory kriogeniczne z opcją wygrzewania pozwalają na przeprowadzenie głębokiego mrożenia i odpuszczania w jednym urządzeniu. Wymiary komór można dostosować do stojaków wsadowych i linii pieca.
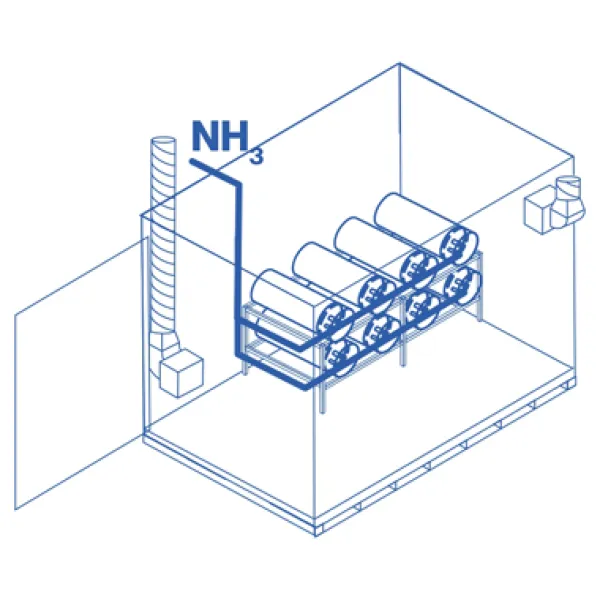
Azotowanie / azotonawęglanie
Warstwy azotowane powstają przez wprowadzenie atomów azotu do warstwy powierzchniowej materiałów żelaznych. W zależności od stężenia azotu prowadzą one do powstania różnych azotków żelaza. Jeśli w warstwie powierzchniowej pojawi się azot i węgiel, powstają warstwy azotowęglowe składające się z różnych azotków i węglików żelaza. Jako źródło azotu stosuje się amoniak (NH₃), jako źródło węgla – dwutlenek węgla (CO₂) lub tlenek węgla (CO).
Zastosowane gazy osłonowe:
- azot,
- wodór,
- amoniak.
Zasilanie gazem:
- azotem,
- wodorem,
- amoniakiem.
Wyżarzanie

Wyżarzanie jest stosowane przede wszystkim w celu dostosowania mikrostruktury do dalszej obróbki. Wszystkie procesy wyżarzania, jeśli prowadzone są w atmosferze powietrza, prowadzą do powstawania zgorzelin i/lub odwęglenia przedmiotów obrabianych.
Skład gazu zależy od rodzaju pieca, produktów, procesu obróbki cieplnej oraz wymagań stawianych przedmiotom po obróbce wyżarzania. Wyżarzanie jest zazwyczaj obróbką pośrednią i jest preferowane w przypadku półproduktów (rur, blach lub taśm).
Zastosowane gazy osłonowe:
- azot,
- wodór,
- węglowodory,
- azot-metanol,
- atmosfera endotermiczna,
- argon.
Zasilanie gazem:
- azotem,
- wodorem,
- azotem i metanolem.
Spiekanie

Spiekanie oferuje możliwość łączenia niemal dowolnych materiałów i ich właściwości poprzez złączenie pojedynczych ziaren proszku w celu utworzenia elementu.
Jeżeli w produkcji wypraski surowej zastosowano lepiszcze, musi ono zostać usunięte z wypraski surowej w procesie usuwania lepiszcza przed właściwym procesem spiekania.
Możliwości obróbki wtórnej są tak różnorodne jak stosowane surowce. Zakres ten rozciąga się od wyżarzania do hartowania powierzchniowego i wyżarzania z niebieskim nalotem przedmiotów obrabianych.
Oferta ekspertów
Zastosowanie gazów technicznych jest niezbędne w przypadku większości obróbek cieplnych. Na dobór rodzaju i ilości składników gazu wpływa wiele czynników.
W celu znalezienia najlepszej technologicznie i ekonomicznie mieszanki gazów dla danego zadania, eksperci z Air Liquide ds. obróbki cieplnej biorą pod uwagę wszystkie parametry w ramach audytu pieca i wspólnie z Państwem wdrażają najlepsze rozwiązanie.