Spawanie metodą MAG stali niskostopowych
Metoda spawania 135: ekonomiczne spawanie łukowe stali węglowej
Metoda MAG (Metal Active Gas, spawanie w osłonie gazów aktywnych) to jedna z najczęściej spotykanych metod spawania. Wykorzystywana jest zarówno w dużych firmach przemysłowych jak i mniejszych zakładach rzemieślniczych. W spawaniu metodą 135 główną rolę odgrywa wydajność i optymalizacja procesu.
- Jak działa proces spawania łukowego w osłonie gazów aktywnych?
- Stosowanie gazów osłonowych do spawania łukowego stali niestopowych i niskostopowych
- Gazy osłonowe wpływające na ograniczenie tworzenia się dymów spawalniczych w metodzie spawania MAG stali węglowej
- Przegląd gazów odpowiednich do spawania w osłonie gazów
- Reduktory do spawania metodą 135
- Optymalizacja procesów spawania z programem Value4Welding
- Szkolenia praktyczne i seminaria w zakresie bezpiecznej pracy podczas spawania metodą MAG
Spawanie łukowe MAG wykorzystuje dziś głównie mieszanki gazów aktywnych z obojętnym argonem, które zastępują czysty dwutlenek węgla jako gaz osłonowy. Korzyści, jakie niesie ze sobą wykorzystanie gazów osłonowych na bazie argonu, skutecznie powoduje, że spawanie CO₂ staje się coraz mniej popularne.
Spawanie MAG nadaje się do wielu różnych materiałów. Przede wszystkim stosuje się go do spawania MAG stali niestopowych, takich jak szeroko stosowana stal konstrukcyjna, a także różnego rodzaju stale niskostopowe. Metoda spawania 135 zapewnia wysoką wydajność i szeroki zakres stosowania z uwagi na wysoki stopień automatyzacji, możliwość uzyskania dużych prędkości spawania, minimalizację obróbki wykańczającej i niewielkie odkształcenia podczas spawania.
Zastosowane gazy osłonowe mogą mieć decydujący wpływ na wydajność, produktywność i jakość. Właściwości fizyczne i chemiczne pierwiastków wchodzących w skład osłony gazowej otwierają cały szereg możliwości w zakresie oszczędności i optymalizacji.
Jak działa proces spawania łukowego w osłonie gazów aktywnych?
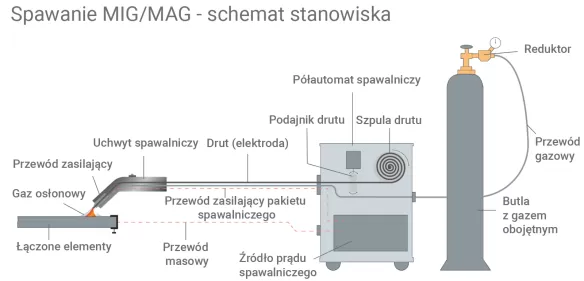
W spawaniu MAG – zgodnie z normą PN-EN ISO 4063, spawanie w osłonie gazów aktywnych z elektrodą z drutu litego, metoda spawania 135 – topiący się dodatek spawalniczy, zazwyczaj drut spawalniczy jest podawany mechanicznie przez podajnik drutu i topi się w łuku elektrycznym. Zajarzenie łuku elektrycznego rozpoczyna się od momentu zetknięcia drutu spawalniczego z przedmiotem spawanym. Aby chronić atmosferę łuku spawalniczego oraz jeziorko spawalnicze przed reaktywnym tlenem występującym w powietrzu, przez dyszę gazową przepływa gaz osłonowy. Gaz ten osłania łuk spawalniczy oraz jeziorko spawalnicze wypierając tlen oraz azot, zapobiegając utlenianiu i powstawaniu azotków.
Stosowanie gazów osłonowych do spawania łukowego stali niestopowych i niskostopowych
W przypadku spawania MAG (135) stali węglowej stosuje się gazy osłonowe na bazie argonu i helu z dodatkami gazów aktywnych w postaci dwutlenku węgla lub tlenu. Oprócz ochrony jeziorka spawalniczego przed wpływem atmosfery gazy osłonowe mogą zmienić sposób przenoszenia spoiwa w łuku spawalniczym, poprawić stabilność łuku, zwiększyć głębokość i szerokość wtopienie i utlenianie spoiny. Ponadto są jednym z czynników determinujących ilość tworzących się dymów spawalniczych i zanieczyszczeń.
Gazy osłonowe wpływające na ograniczenie tworzenia się dymów spawalniczych w metodzie spawania MAG stali węglowej

Dymy spawalnicze powstają głównie jako produkty reakcji występujących podczas procesu spawania. Zanieczyszczenia w postaci cząstek stałych powstają głównie ze spoiwa oraz powłok istniejących na materiale. Istnieje wskaźnik emisji dymów spawalniczych: wskazuje, ile dymu spawalniczego powstaje w określonym czasie. W zależności od metody spawania na wskaźnik emisji wpływają różne parametry.
W przypadku spawania metodą MAG stali niestopowych i niskostopowych emisja dymów spawalniczych początkowo wzrasta wraz ze zwiększeniem natężenia prądu, a następnie po przejściu przez maksymalne, ponownie maleje. Zwiększenie zawartości argonu lub helu w gazie osłonowym powoduje zmniejszenie emisji dymów spawalniczych.
Jako jeden ze składników dymu spawalniczego podczas spawania stali w osłonie gazowej z wysoką zawartością dwutlenku węgla powstaje tlenek węgla w potencjalnie niebezpiecznym stężeniu, który w późniejszym okresie przekształca się częściowo w ozon. ARCAL™ Speed to opracowany przez Air Liquide gaz osłonowy, który charakteryzuje się niższą zawartością dwutlenku węgla, dzięki czemu tworzy się mniej potencjalnie szkodliwych zanieczyszczeń.
Przegląd gazów odpowiednich do spawania w osłonie gazów

Dzięki ofercie gazów osłonowych ARCAL™ mogą Państwo poprawić jakość połączenia spawanego i wydajność procesu spawania, a także zapewnić optymalne warunki pracy.
Wysokiej jakości mieszanki osłonowe ARCAL™ są również dostępne w systemie butli EXELTOP™ ze zintegrowanym reduktorem ciśnienia.
Reduktory do spawania metodą 135
W spawaniu metodą MAG ważną rolę odgrywa ciśnienie wstępne. Rozróżnia się reduktory dla ciśnienia wejściowego 200 i 300 bar. Ciśnienie wstępne wynika z ciśnienia panującego wewnątrz butli. Inne rodzaje przyłączy w obu butlach uniemożliwiają przypadkową zamianę.
W przypadku spawania metodą MAG ustawia się wymagany przepływ gazu w litrach na minutę. Zakres ustawień sięga od 0 do 30 litrów.
Optymalizacja procesów spawania z programem Value4Welding
Czy dążą Państwo do zwiększenia wydajności procesów spawania przy jednoczesnej redukcji kosztów? Zadanie to bywa wyzwaniem, gdyż rzeczywisty potencjał oszczędnościowy często pozostaje ukryty. Wychodząc naprzeciw tym potrzebom, Air Liquide oferuje program Value4Welding – narzędzie, które wspiera Państwa w tym procesie poprzez analizę, ocenę i optymalizację procesu spawania.
Nasi eksperci są gotowi pomóc Państwu w identyfikacji czynników wpływających na koszty prac spawalniczych w Państwa zakładzie oraz w opracowaniu konkretnych zaleceń mających na celu osiągnięcie oszczędności. Dzięki przeprowadzonej optymalizacji, nasi klienci odnotowali już wzrost wydajności w przedziale od 20 do 40%. Więcej o programie:
Szkolenia praktyczne i seminaria w zakresie bezpiecznej pracy podczas spawania metodą MAG
Spawanie metodą MAG może stwarzać zagrożenia związane z hałasem, dymem, porażeniem prądem elektrycznym, poparzeniami i niebezpieczeństwem pożaru. Przed tymi zagrożeniami należy się chronić podczas prac spawalniczych. Między innymi mogą pojawić się lecące iskry lub odpryski podczas prac spawalniczych. Mogą stwarzać zagrożenie – nie tylko dla pracownika, lecz również dla środowiska. Na szczególną uwagę zasługuje możliwość wystąpienia niebezpieczeństwa pożaru.
Przeszkoleni pracownicy to gwarancja bezpiecznej pracy z użyciem gazów podczas spawania metodą MAG w Państwa firmie. Zachęcamy do skorzystania z obszernej wiedzy i doświadczenia ekspertów Air Liquide w zakresie gazów technicznych.
- Czy Państwa pracownicy powinni posiadać wiedzę niezbędną do bezpiecznej obsługi gazów w celu zapobiegania niebezpiecznym sytuacjom?
- Czy chcą Państwo sprawdzić kwalifikacje swoich pracowników w zakresie obsługi gazów?
- Czy Państwa pracownicy powinni znać najważniejsze właściwości używanych gazów?
- Czy szukają Państwo praktycznych szkoleń, które spełniają wymagania normy ochrony pracy i rozporządzenia w sprawie bezpieczeństwa w procesie produkcji?
Wydajne i bezpieczne wykorzystanie metody spawania MAG zależy od znajomości przedstawionych tutaj właściwości. Większą wydajność można osiągnąć przez optymalny dobór gazu osłonowego. Do spawania metodą 135 stosuje się standardowo mieszanki gazów na bazie argonu z dodatkiem niewielkich ilości dwutlenku węgla. Różnorodność oraz uniwersalność gazów osłonowych gamy ARCAL™ sprawia, że są coraz częściej stosowane.